

BR-CJJ-B创意型齿轮综合加工传动分析实训台
一)实验项目:
插齿滚齿一体机传动原理创新分析。
插齿滚齿一体机构运动分析(绘制机构运动简图用计算传动比)。
齿轮切制实训:学生可分别用插齿、滚齿加工方法切制蜡制毛坯三种齿数的标准、正变位、负变位齿轮共9种。
对比分析标准齿轮、正变位齿轮、负变位齿轮的加工特点。对比分析根切齿轮和不根切齿轮的齿形特点。
机械传动装置的装拆实验。
机械参数(齿轮参数、尺寸公差及形位公差)测定实验。
二)基本结构:
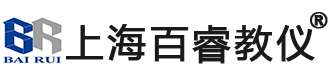
创意型齿轮综合加工传动分析实训台
本机由机箱、电机、变速机构、滚插切换齿轮机构、滚齿机构、齿坯托盘机构、插齿机构等组成。
1.机箱采用2mm厚的优质冷轧钢板经钣金制造而成,尺寸:长840X宽460X高665mm,下部配四组符合国家标准GB/T14688的ϕ50工业脚轮;上部配置长1000X宽566X厚15mm的硫化台面板,前部设有标准控制箱,后部设置柜门,机箱内可放置工量具。
2.电机:功率P=90W,转速n=无级变速:0—180 r/min
3.变速机构:
滚插切换齿轮机构
滚齿机构
齿坯托盘机构
插齿机构
主要功能:
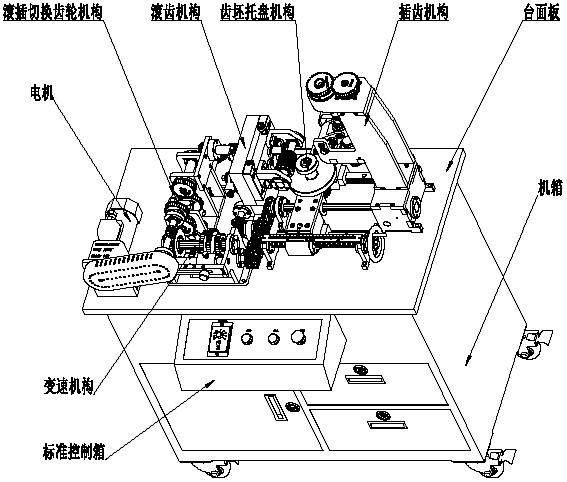
1.本实训台机械传动路线图见下图:
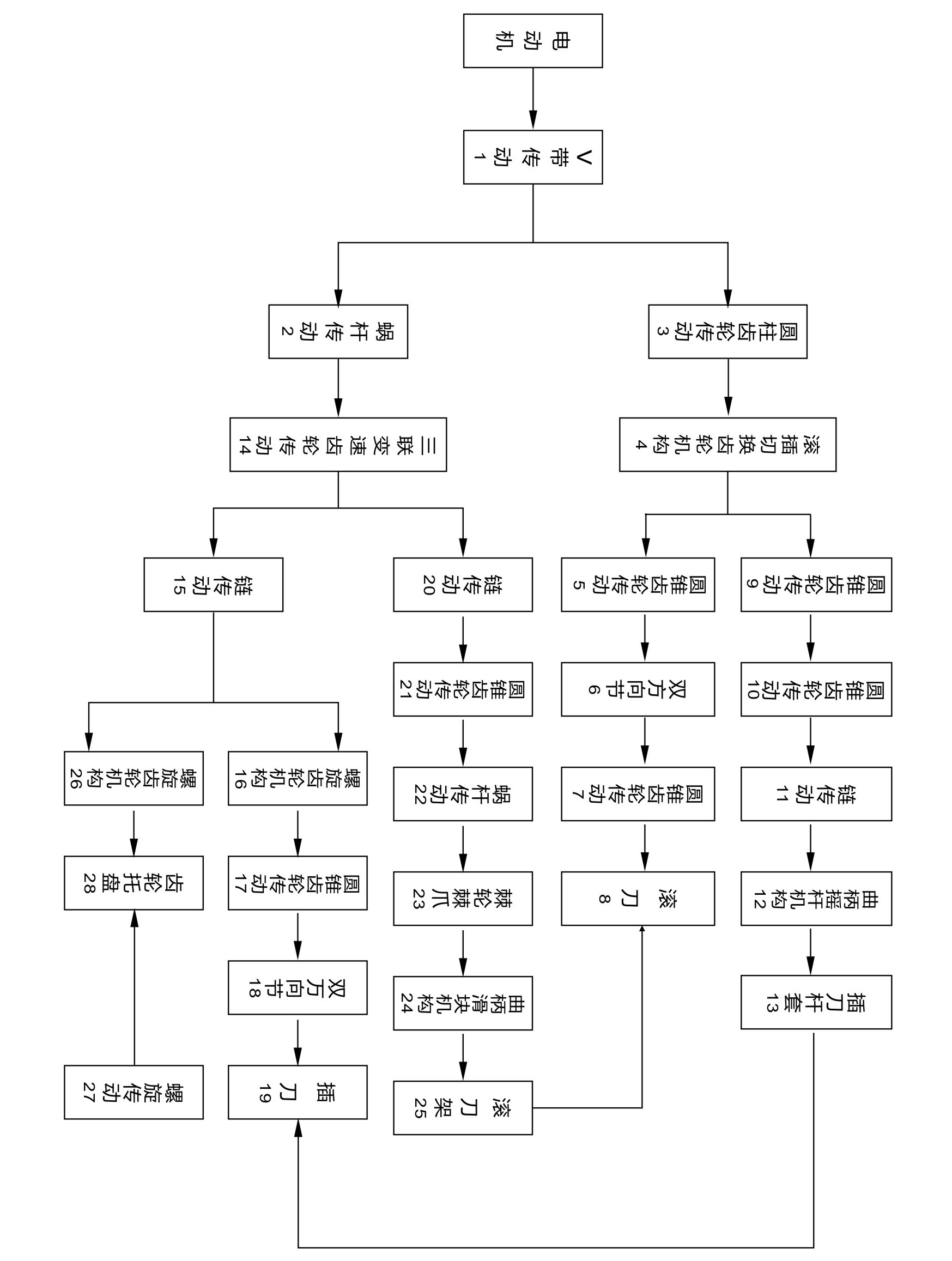
图: BR-CJJ-B 创意型齿轮综合加工传动分析实验台传动路线图
本实训台只安装一台90W减速电机,动力由V带传I输出后,分流1-3-4和1-2-14两条路线后,再次分流成9-10-11-12-13和5-6-9-8,20-21-22-23-24-25和15-16-17-18-19及15-26-28共五条传动路线,带动托盘的左右移动(分别实现滚齿,插齿的进给运动)另外还有手动螺旋传动五条传动路线间的速比是严格关联的。
本实训台机械传动机构动动简图见下图
2.滚插切换齿轮机构4
本实训台减速电机配带无级调速器,输出转速从0~100%无级可调,电机的回转运动及动力经V带传动1,传至蜗杆传动2,进行一级分流,一路是蜗杆轴端圆柱齿轮传动3,传到换档齿轮机构4,换档齿轮机构见下图。
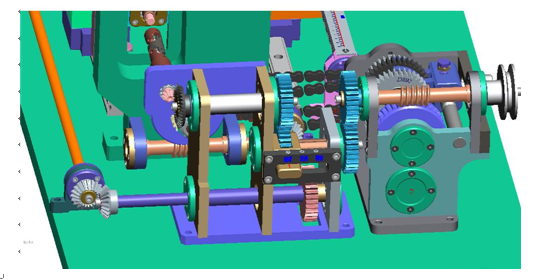
图: 滚插切换齿轮机构4
当滚插切机构的拨叉拨至最左位置时,动力径4-5-6-7传给滚齿刀8,其转速等于电机转速递;当拨叉拨至最右端时,动力经9-10-11-12-13传至插刀杆套,使插刀作上下切削运动和刀运动,曲柄摇杆机构12的曲柄转一周,插齿刀完成一个插齿工作行程-退刀-回程-回位运动循环,曲柄转速与电机转速相同;当拨叉拨至中间位置时,换档齿轮不啮合,既不能滚齿也不能插齿。
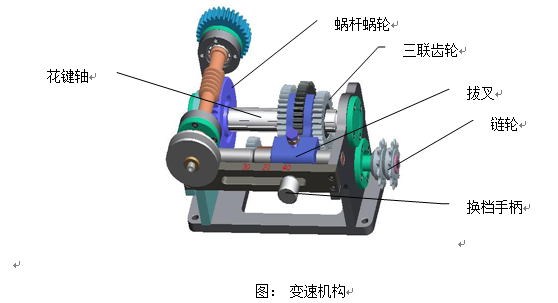
3.变速机构
另一路是动力经蜗杆传动2减速(1:40)后,由蜗轮轴上花键部分传给可滑动的三联齿轮,三联齿轮传动14可分别按36:24、40:20、30:30三档输出。经链传动20,由20-21-22-23-24带动滚刀架上下运动,从而实现滚齿的切削运动;经链传动15,由15-16-17-18-19带动插刀转动,由15-26带动齿坯托盘转动。本实训台插刀转速与齿坯托盘转速相同,所以插制的齿轮齿数与插刀齿数相同,对应三联齿轮变速的三个档次,更换插刀和毛坯,可插出z=20、30、40的三种齿轮。变速机构见图6示。当变速拨叉拨至“20”位置时,可以滚出z=20的齿轮;当变速拨叉拨至“40”位置时,可以滚出z=40的齿轮;当变速拨叉拨至“30”位置时,速比为2:3,滚刀与齿轮毛坯转速不匹配,产生乱齿现象。
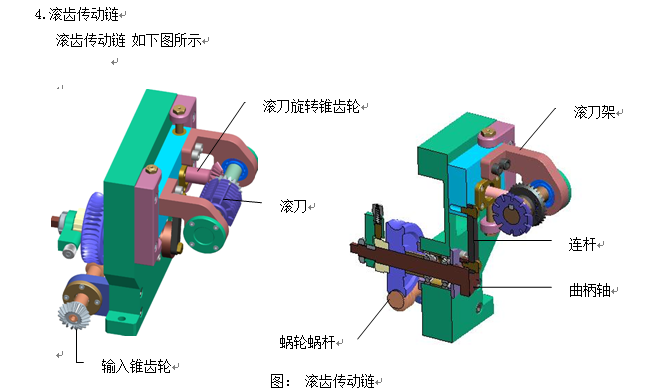
滚齿加工时,刀具与齿坯之间必须有三个相对运动:范成运动(刀具齿坯的转动),切削运动(刀具的上下运动)和进给运动(工件的移动)。
滚齿传动链完成滚刀的两个运动:一是滚刀8的旋转运动,由传动路线2-3-4-5-6-7,7的从动锥齿轮带动滚刀8轴旋转;二是滚刀的上下运动(切削运动),由传动路线2-14-20-21-22-23-14,曲柄滑块机构14的滑块与滚刀架固连,实现滚刀架在机架导轨中的上下移动,曲柄转一周,滚刀架上下移动一次,设计行程为30mm。
5.插齿传动链
插齿传动链如下图所示
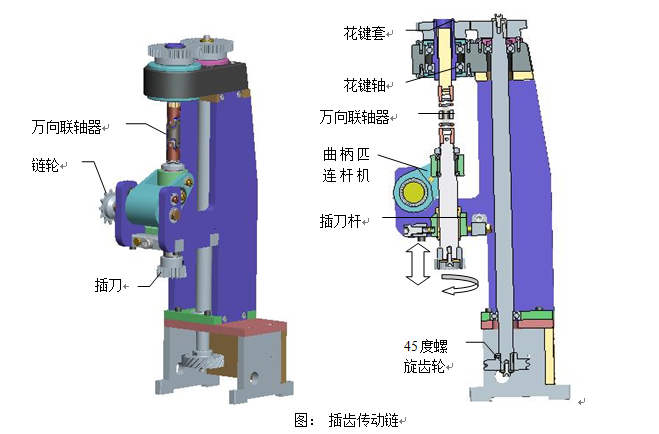
插齿加工时,刀具与毛坯之间必须要有四个相对运动,即范成运动(刀具与毛坯的转动),切削运动、进刀运动和让刀运动。
插齿时插刀除转动外还有上下的切削运动与让刀运动。插刀的转动是由—对螺旋曲柄转动16—直齿圆锥齿轮传动17带动花键套—花键轴—万向联轴器—插刀杆转动。
插齿时插刀与让刀除自转外还有上下的切削运动。插刀自转是由一对螺旋齿轮将动力传入,经一对直齿圆柱齿轮运动反向后带动花键套、花键轴、万向联轴器,插刀杆旋转。
本机设计采用了曲柄摇杆机构来实现插刀的上下切削运动及让刀运动。由链轮将动力输入,带动曲柄轮转动,连杆上与插刀杆套上连接点的轨迹符合切削运动—让刀运动的运动轨迹。
6.齿坯托盘传动链
齿坯托盘传动链如下图所示
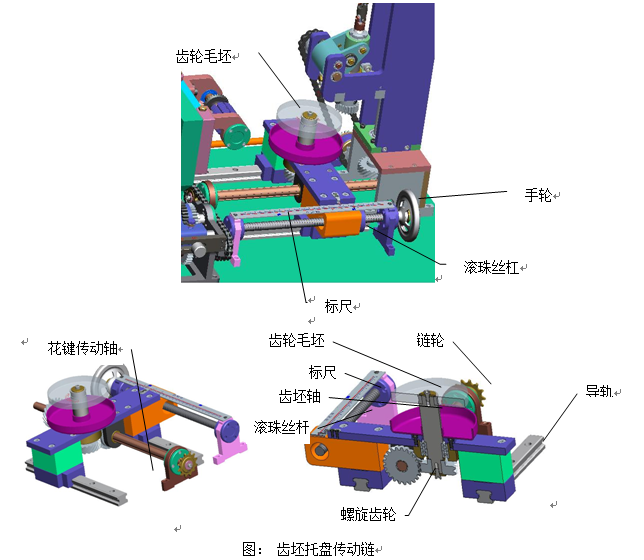
本实训台滚齿和插齿共用一个齿坯托盘28,齿坯托盘上安装被加工齿轮毛坯。齿坯托盘必须能够转动(范成运动的一部分)和移动。其转动是由三联齿轮变速传动14经链传动15—螺旋齿轮传动26带动的,插齿时其转速与插刀转速相同;其移动一方面是实现滚齿与插齿转换时,将齿坯移到滚齿或插齿工位,另一方面是实现滚齿或插齿加工时的进给运动,还可实现加工齿轮的正变位或负变位。齿坯托盘的移动是手动进行的,手轮转动滚蛛丝杠传动27,拖动齿坯托盘在滑轨上左右移动,移动量由指针和标度刻尺来控制。
7.曲柄摇杆机构12
插齿加工时,插刀上下往复运动,其向下运动为切削运动,其向上运动是回程。为了避免回程时刀具擦伤工件刚加工好的齿面和减少刀具的磨损,回程时刀具与工件之间应离开一定的间隙,而在回程结束后下一个切削行程开始之前,插刀应恢复到达原位,插刀的这种让开和恢复原位的运动称为让刀运动。
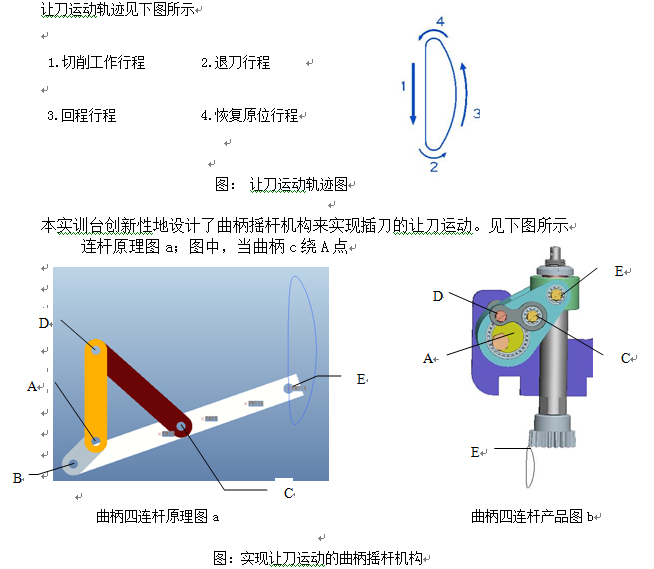
链传动11的从动链轮轴带动曲柄A B绕A点转动,摇杆C D绕D点摆动,连杆B C做平面运动。通过机构综合,即调整A B、B C、C D、A D及C E的长度尺寸,伎连杆B C上的一点E(在B C延长线上)的轨迹呈“D”型,符合插刀的让刀运动要求。
曲柄连杆机构12运动简图如下图所示
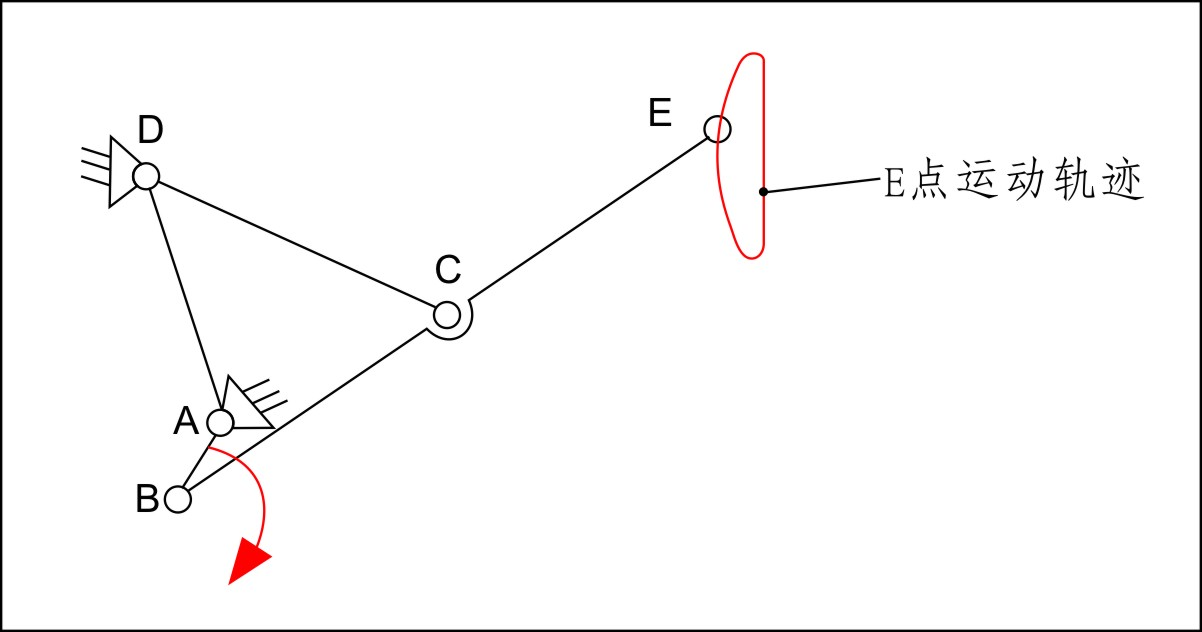
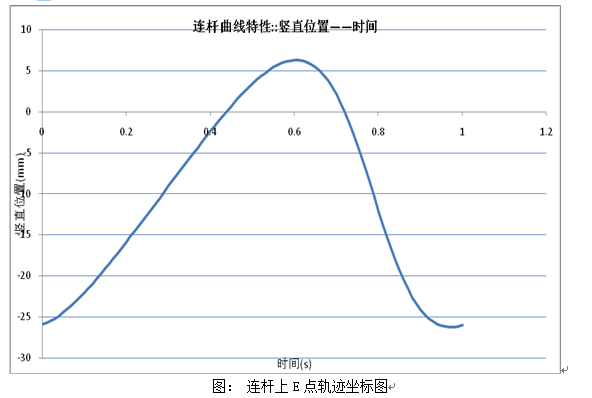
图:曲柄摇杆机构12的运动简图下图为插齿过程中,连杆上E点轨迹在高度—时间坐标上的位置曲线。从图中可以看出:切削工程行程时间较回程行程时间长,这样实现“快回”,节省时间,插刀在竖直方向上的运动距离约为H=6.8-(-26.2)=33mm.
技术参数:
滚制齿轮参数:
m=2 z=20
m=2 z=30
m=2 z=40
插制齿轮参数:
1)m=2 z=20
2)m=2 z=30
3)m=2 z=40
3.体积:长×宽×高=1000×706×1345(mm)
4.净重:67kg
5.电机功率:90W
6.电压: 220V±10%
7.工作转速:无级变速:0—180 r/min
 售前咨询热线
售前咨询热线